
Taulman3D Bridge Nylon 3D Filament - 2.85mm / 1LB
Dubbed "Bridge" by our local St Louis testers as bridging the strength of nylon 645 together with the price of current ABS and PLA thermoplastics, allows any user the flexibility to determine the best choice in material for their printing needs.
From our customers, we have logged and prioritized the most sought after features of a high strength printing material. These were in order:
A Lab certified measure of tensile strength.
Better Adherence to the Printing platform.
Price
Reduced water up-take from local humidity
Non-destructive evaluation (Opacity)
Reduced Shrinkage
Base Reference:
Starting with our strongest base polymer used for a percentage of nylon 645, we began working all of these requests.
Adherence to the Printing platform:
First, was the adherence to the Printing platform. Those that follow the use of nylon in posts, blogs and 3DP discussion rooms know of using garolite (LE) as a print surface. While this works well for all of taulman3D nylons, garolite is not always easy to acquire and even so, requires a properly cut section that fits each user's unit. Our thanks goes out to our chemical company for helping to change this requirement. The surface properties of most nylons is extremely slippery making adherence to the printing platform difficult. Our chemical company was able to make minor adjustments, to reduce the surface effect just slightly, thus allowing for the use of most PVA glues, either full strength or diluted. Initial testing shows that in some cases, the PVA was better with Bridge than garolite is with 618. Thus, some dilution was used. The specific PVA used in our labs is a very low cost "ELMER'S Glue-All" White PVA.
Reduced water up-take:
Next was Reduced water up-take from local humidity. While it is not possible to eliminate the water uptake by nylon, it is possible to localize it to the surface through final processing changes. Therefore when printing, rather than water creating a subtle popping that can effect the surface finish, Bridge will hold the water to the outer portion resulting in a slight steam when wet. The result of this is that Bridge needs little or no drying in the winter and just needs to be warmed in the summer months. This is a manufacturing process that our extrusion house developed and added to our existing taulman3D processes.
Reduced Shrinkage:
We found that the same process that reduces water uptake also helps to reduce shrinkage. While nylon will always have a slightly higher amount than ABS, we were able to reduce it to an in/in value less than our current nylons. These changes also led to a slight reduction in stringing as the extruded threads are a thicker melt.
Non-destructive evaluation:
Non-destructive evaluation of 3D Printed parts is a function of the transparency of Bridge. Like nylon 645, this transparency allows for visual inspection of printed parts. This is a combined request from our industrial and clinical customers. As noted early on, parts can be printed "too fast" for some polymers. While the outside of the part may look acceptable, a part printed too fast will not have internal fill material that actually adheres to the inside of the perimeter. With Bridge and nylon 645, Non-destructive evaluation is a simple visual verification.
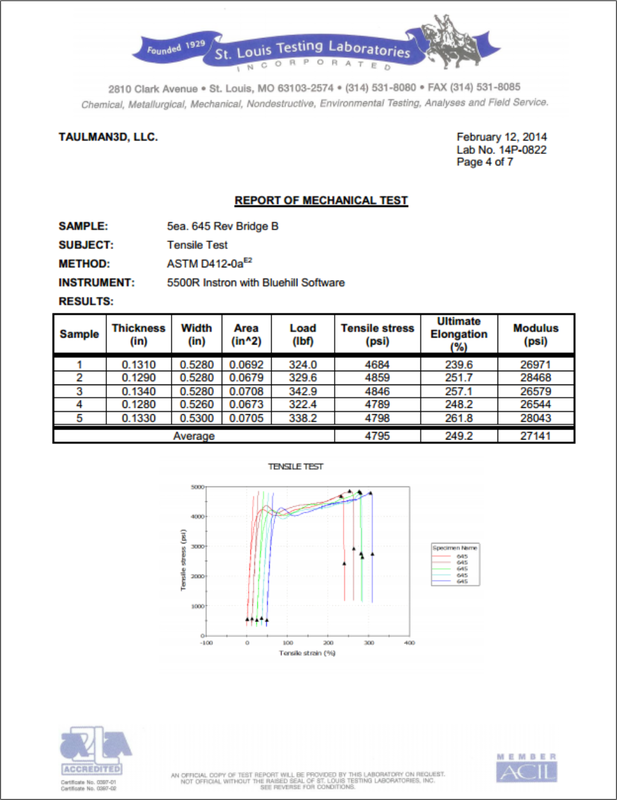
Certified measure of strength:
With this combination of advancements, taulman3D proceeded with a limited test run. From this initial test run, we printed test samples to be sent out to the St Louis test labs. A fully accredited testing facility supporting the central US. The lab reported a Tensile Stress PSI of 4,800 for Bridge when 3D printed. See below.
Price:
taulman3D supports several industrial, commercial and clinical customers with nylon 645 and this has allowed us to meet all of our pricing tiers for certain chemicals used in 645. Because 'Bridge" is a very close chemical polymer to nylon 645, we are able meet these pricing requests.
3D Printing Filament MSDS Sheets
Maker Geeks Manufacturing, Inc. is located in beautiful Springfield, MO and is one of the first and only large scale producers of 3D printer filament in the USA ....we want to make sure you have all the data you need to safely use our products. A lot of time and love go into each spool that our tradesmen make here at our plant and we hope you enjoy  and make something really cool with your new Maker Filament!!
ÂÂ ÂMaker Series ABS 3D Printer Filament - MSDS (click here for PDF)
 ÂMaker Series PLA 3D Printer Filament - MSDS (click here for PDF)
 ÂMaker Series PETG 3D Printer Filament - MSDS (click here for PDF)
 ÂCrystal Series PLA 3D Printer Filament - MSDS (click here for PDF)
 ÂCrystal Series PETG 3D Printer Filament - MSDS (click here for PDF)
Â
 Artfully Crafted 3D Printer Filament Made in Beautiful Springfield, MO USA - We Have Made & Sold Over 1 Million Pounds of 3D Printer Filament & Counting! Get your share, support the movement and 3D Print American today! (click the US Flag to learn more!)
Artfully Crafted 3D Printer Filament Made in Beautiful Springfield, MO USA - We Have Made & Sold Over 1 Million Pounds of 3D Printer Filament & Counting! Get your share, support the movement and 3D Print American today! (click the US Flag to learn more!)
Printing taulman3D Materials:
NOTE: With the exception of our In-PLA brand PLA material, users should turn "OFF" any fans that blow on the printed part
unless it's a very small part of less than 10mm sqr. This holds especially true for any units that use a MakerB ot style of extruder and hot-end, like the MK series. Also, a major issue we see with this type of extruder is that far too much of the Extruder cooling Fan Air is blowing on the Aluminum Heater Block. We strongly urge users to ensure the Heater Block is isolated from moving air by blocking a portion of the fan, or taping off the heater block with several full wraps of Kapton Tape.
Alloy 910
- Print temp = 245C - 250C
- Nozzle = any size
- Print speed = equivalent to ABS
- Retraction = 1mm/.1mm nozzle or fop a .5mm nozzle = 5mm
- Print bed = Hot = Glass heated to 45C with coat of PVA
- Cold = BuildTak with coat of PVA
t-glase - all colors
- Print temp = 238C - 245C
- Nozzle = any size
- Print speed = ABS speeds
- Retraction = .5mm/.1mm nozzle or fop a .5mm nozzle = 2.5mm
- Print bed = Hot = Glass heated to 45C with coat of PVA
Nylon 645
- Print temp = 245C - 255C
- Nozzle = any size
- Print speed = 80% of ABS speeds
- Retraction = 1mm/.1mm nozzle or fop a .5mm nozzle = 5mm
- Print bed = Hot = Glass heated to 45C with coat of PVA
BluPrint
- Print temp = 265C - 270C
- Nozzle = any size
- Print speed = ABS speeds = 50%
- Retraction = .5mm/.1mm nozzle or fop a .5mm nozzle = 2.5mm
- Print bed = Hot = Glass heated to 95C
- Cold = Clean BuildTak or PEI
Nylon 618
- Print temp = 245C - 260C
- Nozzle = any size
- Print speed = 80% of ABS speeds
- Retraction = 1mm/.1mm nozzle or fop a .5mm nozzle = 5mm
- Print bed = Hot = Glass heated to 55C with coat of 100% PVA
- Cold = Garolite Board
Nylon Bridge
- Print temp = 245C - 265C
- Nozzle = any size
- Print speed = 80% of ABS speeds
- Retraction = 1mm/.1mm nozzle or fop a .5mm nozzle = 5mm
- Print bed = Hot = Glass heated to 45C with coat of PVA
Nylon 230
- Print temp = 225C - 235C
- Nozzle = any size
- Print speed = 80% of ABS speeds
- Retraction = 1mm/.1mm nozzle or fop a .5mm nozzle = 5mm
- Print bed = Hot = Glass heated to 45C with coat of PVA
- Cold = BuildTak with coat of PVA
In-PLA brand PLA
- Print temp = 207C - 212C
- Nozzle = any size
- Print speed = ABS speeds
- Retraction = .5mm/.1mm nozzle or fop a .5mm nozzle = 2.5mm
- Print bed = Hot = Glass heated to 70C
PCTPE
- Print temp = 230C - 238C
- Nozzle = any size
- Print speed = 80% of ABS speeds
- Retraction = 1mm/.1mm nozzle or fop a .5mm nozzle = 5mm
- Print bed = Hot = Glass heated to 40C with coat of PVA
- Cold = BuildTak with coat of PVA